医疗大输液瓶坯、内外盖、吊环及接口生产案例
大输液瓶坯生产:
1、产品生产基本要求:大输液瓶坯分100ml、250ml和500ml,一般250ml的应用比较广泛,生产的比较多。瓶坯的生产与整个生产线相匹配,一般灌装线的生产效率决定PP瓶坯注塑生产的效率,目前比较快的灌装线的生产效率是16000只/小时,所以瓶坯生产要与之匹配,如果一些小线的生产效率比较低,就可灵活选择注塑机和相应的腔数的模具相匹配。而且整个生产要复合GMP要求,而且要配合集中供料机械手等自动化系统来满足生产要求。
2、产品生产的技术指标:
瓶坯种类 ml | 瓶坯重量 g | 48腔 | 96腔 | 128腔 | |||
注塑机 | 生产周期s | 注塑机 | 生产周期s | 注塑机 | 生产周期s | ||
100 | 9 | 380PP | 26 | 500PP | 27 | 500PP | 28 |
250 | 11 | 380PP | 27 | 500PP | 30 | 500PP | 29.5 |
500 | 16.5 | 380PP | 35 | 500PP | 36 | 500PP | 35 |
A注塑机四柱间距:如果生产需要配置侧取机械手侧取产品,则要考虑注塑机的四柱间距和模具及挡门的配合关系;3、对注塑机的基本要求和配置
B模板及顶针加工和尺寸配合,注塑机的顶针一定要与模具相匹配,这个要与模具厂沟通,在注塑机生产的时候,顶针孔,码模孔就都要配合模具制作出来;
C开模精度:±2MM;
D注塑机冷却水配置:注塑机冷却水按模具要求来配置;
E提供注塑机挡门到地面的高度(配龙门吊用),一般制药厂车间没有天车,只有移动的龙门吊;
现在的PP大输液生产都有专用注塑机,在专用注塑机上,很多的PP瓶坯的生产技术要求都已经标配,很多技术要求都不需要特殊考虑了;
4、合格品率和精度:
大输液瓶坯生产合格品率为99%以上,重量重复精度在0.3%左右;
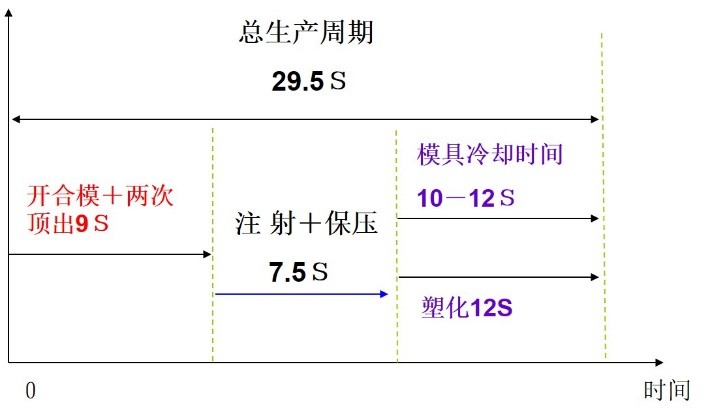
5、250ml瓶坯128腔生产周期时间分布图:
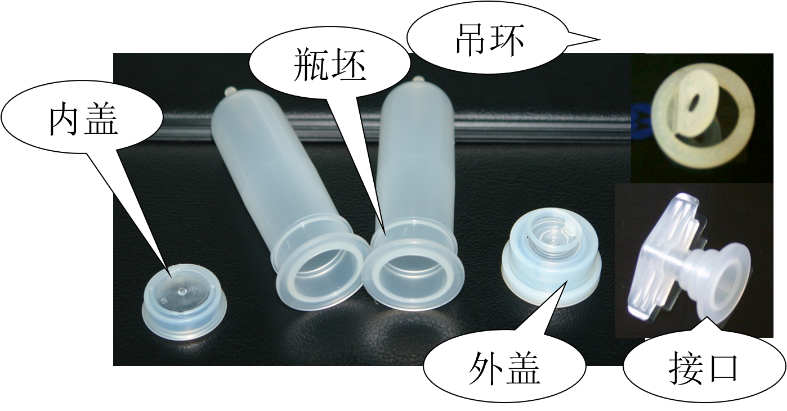
大输液内外盖、吊环和软袋接口生产:
1、产品生产基本要求:大输液内外盖、吊环和软袋接口是大输液瓶生产和软袋生产要匹配的附属产品,一般的大输液厂都会配注塑机来生产,当然也有的厂是购买,并不配注塑机生产。外盖有直径32mm和28mm,内盖有直径26mm和24mm之分。吊环要求比较低,一般用废料生产,配普通注塑机就好。接口与内外盖配合使用在软袋上。
2、产品生产的技术指标:
产品 | 腔数 | 单重量g | 生产周期s | 注塑机 | |
外盖 | 直径:32mm | 48 | 3-3.45 | 19-21 | 190PP |
直径:28mm | 2.98 | ||||
内盖 | 直径:26mm | 48 | 1-1.12 | 12-15 | 190PP |
直径:24mm | |||||
吊环 | 48 | 1 | 12 | 190PP | |
吊环 | 24 | 5.1 | 20 | 190PP | |
备注:对于内外盖、吊环和接口的生产,厂商一般会根据自己的生产情况来选择模具腔数,模具的尺寸也因不同的模具厂而有差异,请根据客户的实际情况来选择注塑机。
3、对注塑机的基本要求和配置:
该产品已经有专用注塑机来进行生产,一般不需要对注塑机的参数进行特殊的匹配,不过模具顶针和码模孔要根据客户的要求来进行配合。
4、合格品率和精度:
大输液内外盖、吊环和软袋接口生产合格品率为99%以上,重量重复精度在0.3-0.5%左右,符合用户生产要求;
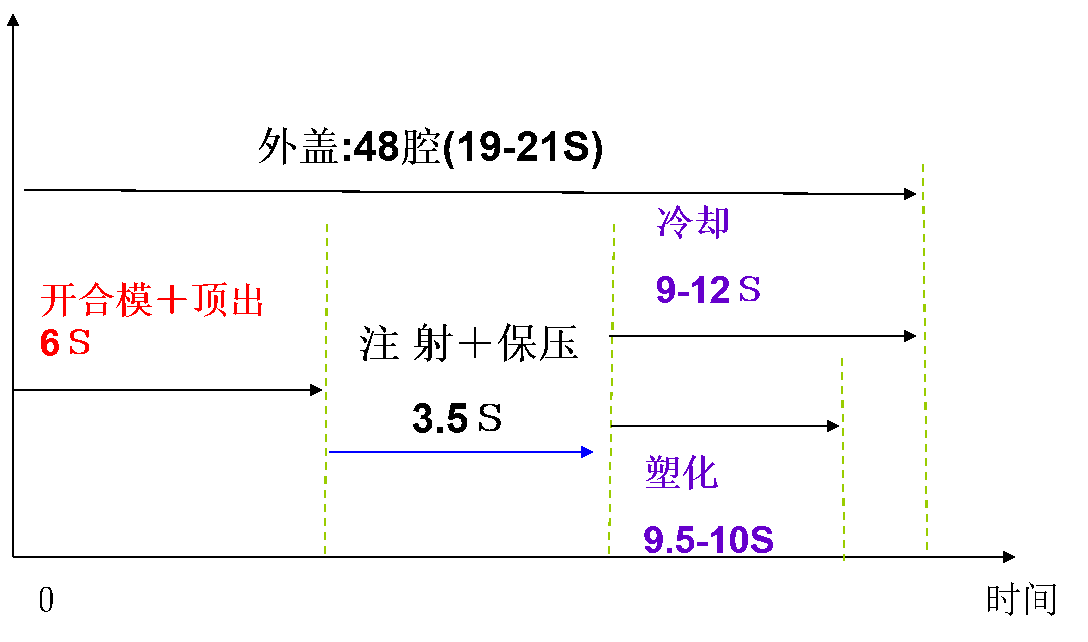
4、48腔外盖生产时间的分布图;
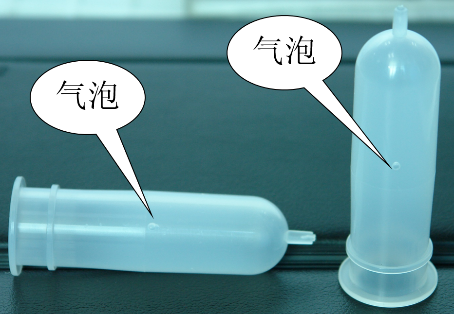
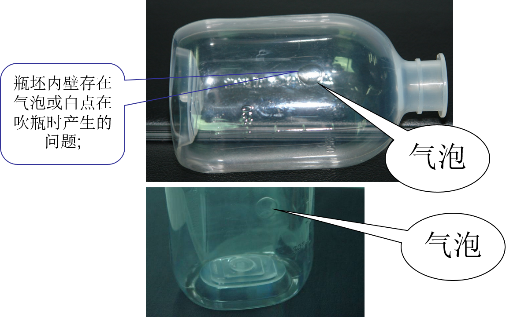
大输液瓶坯及瓶盖生产常见问题分析:
1、瓶坯气泡:瓶坯中的气泡主要是胶料塑化不良造成的,东华机械的PP专用注塑机都配有专用的螺杆和料筒来规避这个问题;
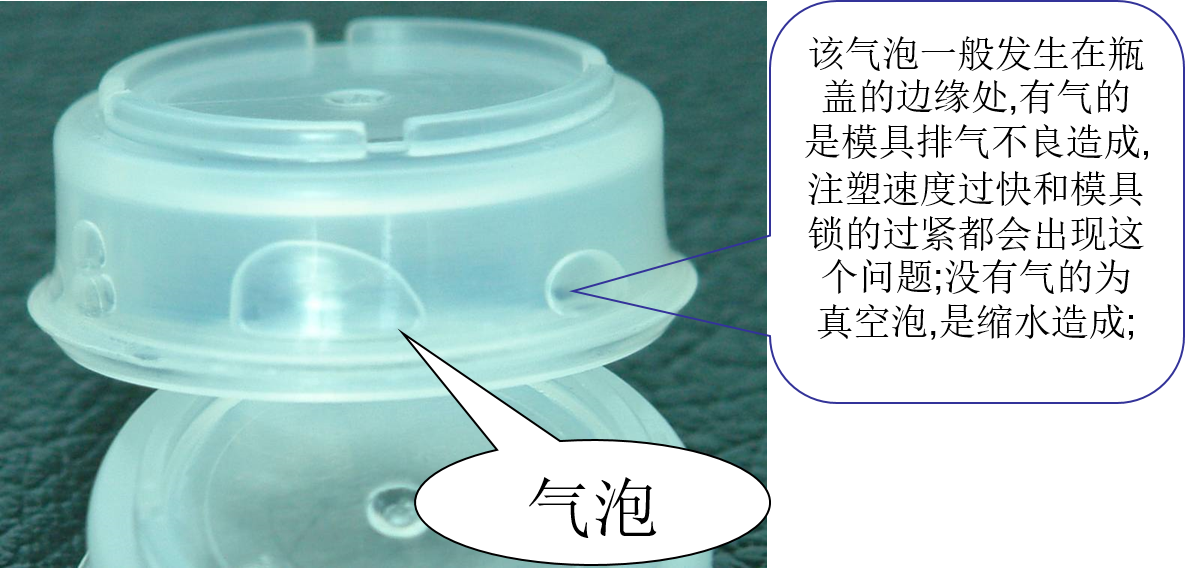
2、瓶盖的气泡: